Horizontale Endenbearbeitung mit zwei Spindeln
Maschinentyp: HSC
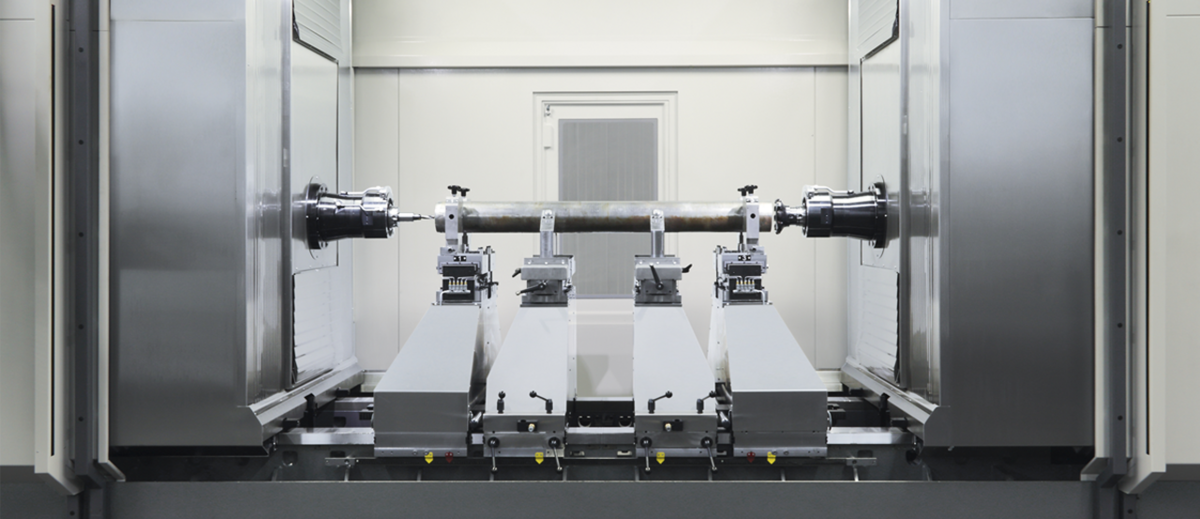

Aufgabe:Endenbearbeitung von Wellen |
Lösung:
|
Besonderheiten:
|
Verfahrwege:X-Verfahrweg: 2 x 600 mm |
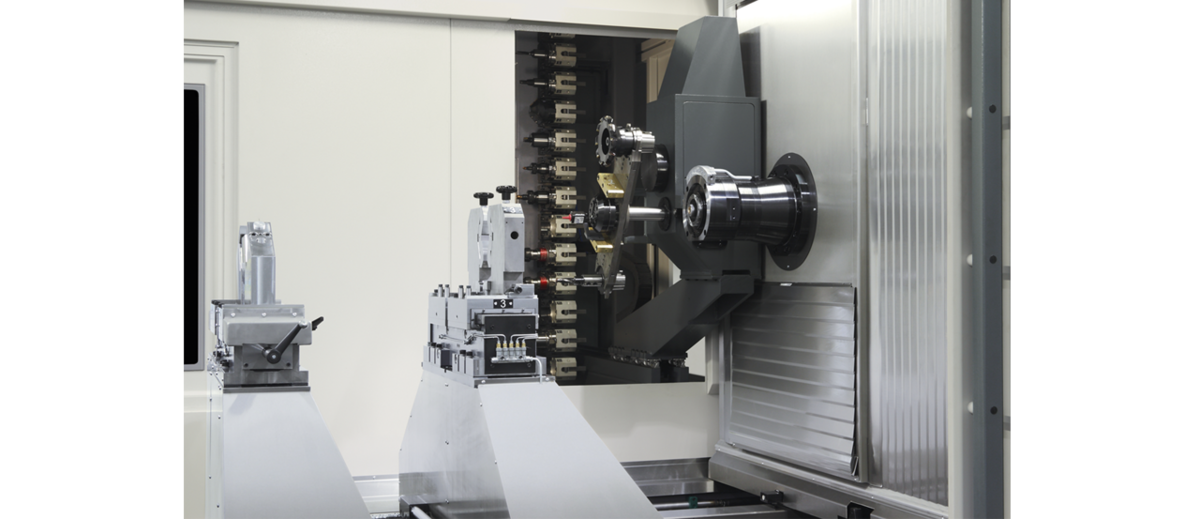
Spindel:Leistung (bei 100% ED): 64 kW |
Werkzeugbestückung:2 x 40 Plätze HSK A100 |
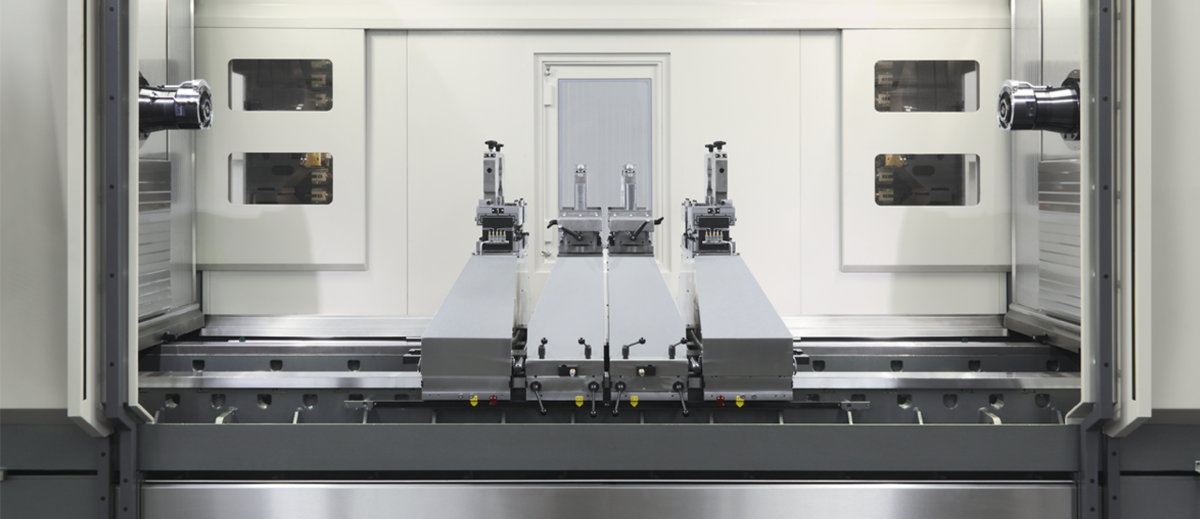
Aufgabe:Endenbearbeitung von Wellen |
Lösung:
|
Besonderheiten:
|
Verfahrwege:X-Verfahrweg: 2 x 600 mm |
Spindel:Leistung (bei 100% ED): 64 kW |
Werkzeugbestückung:2 x 40 Plätze HSK A100 |